





Spectrem 1: Tremco 20oz Sausage


Original price was: $21.20.$19.60Current price is: $19.60.
Tremco Spectrem 1:
- Versatile Application: Suitable for expansion joints to perimeter caulking.
- High Elasticity: Ultra-low modulus, handles movement of +100/-50%.
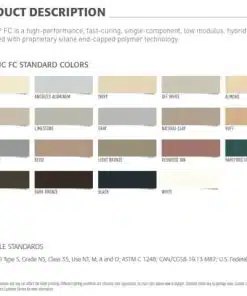
- Color Options: Wide selection including custom color matching.
- Strong Adhesion: Ideal for difficult substrates.
- Indoor Safety: Greenguard Gold certified for sensitive environments like schools and hospitals.
- Weather-Resistant: Protects against UV light, extreme temperatures, and severe weather.
- Ready to Use: No mixing needed, compatible with standard caulking tools.
Spectrem 1: Tremco 20oz Sausage
Spectrem 1 is a single-component, high-performance, ultra- low modulus, moisture-cure silicone sealant. Questions? Contact us
Spectrem is the perfect sealant for the most demanding dynamically moving joints, including materials such as metal panels, precast concrete panels, aluminum curtain walls and window perimeters, that have a high coefficient of linear expansion.
Spectrem 1 meets or exceeds the requirements of the following specifications:
- ASTM C1248
- ASTM C920 Type S, Grade NS, Class 100/50, Use NT, M, G, A and O
- ASTM E84
- ASTM C1382
- EIMA Test Method 300.01
- U.S. Federal Specification TT-S-001543A(COM-NBS) Class A
- CAN/CGSB 19.13-M87, MCG-2-40-B-N
- U.S. Federal Specification TT-S-00230C(COM-NBS)Class A, Type II
- Spectrem1 has been tested as a component of several wall assemblies meeting the Standard Test Method for Determining Air Leakage of Air Barrier Assemblies, ASTM E2357, the Standard Fire Test Method for Evaluation of Fire Propagation Characteristics of Exterior Non- Load-Bearing Wall Assemblies Containing Combustible Components and NFPA 285.
Closed-cell polyethylene backer rods or the Tremco sealant tape is a preferred option for joint backing to control the sealant bead’s depth. Installing an adhesive-backed polyethylene tape will avoid three-sided adhesion, when the joint’s depth will prevent use of joint backing. Ensure joint backing is dry at time of application.
Surface must be clean, dry and sound. Contact surfaces should be free of oils, dust, loose dirt and any other contaminants. Tremco suggests that air temperatures be at least 40 °F (5 °C) before applying any sealant.
With the use of conventional caulking equipment, Spectrem 1 is easy to use. Fill up joints completely and tool. A durable skin will form between 10 to 30 min at 50% RH, 75 ˚F (23.9 ˚C). Please visit www.tremcosealants.com for detailed application instructions.
Joint Design:
May be used in any joint designed in accordance with accepted engineering/architectural practices. Joint width should be not less than 1/4″ (6 mm) wide and 4 times anticipated movement.
Movement capability
Many joints into which sealants are installed must be considered dynamically moving entities, and the sealant must be able to accommodate the magnitude of dynamic movement that the joint will experience. The sealant’s ability to accommodate joint movement is provided as ratings for the extension and compression capabilities. The movement capability of a silicone sealant is published on the product data sheet and reported under the “Applicable Standards” section as the “class” distinction within ASTM C920 – Standard Specification for Elastomeric Joint Sealants.
Modulus
The modulus property of a sealant is a relative value measured as a ratio of stress to strain during joint extension. To define this property simply, modulus describes the amount of force, load, or stress required to extend a sealant to a predetermined strain or elongation. Low modulus sealants exhibit less stress at the location of the sealant substrate bond line when the sealant is exposed joint movement; generally, low-modulus sealants demonstrate greater movement capabilities when compared to their higher-modulus counterparts. Low modulus sealants are a more forgiving selection for high movement joints, joints that have opposing substrates with dissimilar coefficients of thermal expansion, and joints that have interfaces that can be pulled apart by movement stresses maintained by higher-modulus sealant materials. Low-modulus silicone sealants are the preferred selection for joints that interface with EIFS. Medium-modulus and high-modulus sealants can provide durability in joints where a less significant amount of joint movement is expected and when the substrate is rigid enough to accept higher levels of stress; some of these medium- and high modulus sealants have been formulated to be strong enough to perform as a structural component in a specific type of glazing called structural glazing.
Single-component or multi-component
This portion of selection pertains to equipment available to dispense the sealant, speed of sealant cure-through and preference of the applicator. A multi-component sealant is usually packaged in bulk containers and requires mixing as well as specialized dispensing equipment, while single-component sealants are ready for immediate dispensing from packaging types that have a smaller volume, such as cartridges or sausages
Non-sag or pourable
A non-sag material is required in applications marked with joints in vertically-oriented substrates and can be used in skyward facing horizontal joints; pourable sealants cannot be used in vertically-oriented joints and may be preferred in skyward facing horizontal joints as they promote ease of use by reducing the intensity of tooling that the applicator must perform after the sealant is initially applied. The “gun grade” and “non-sag” sealant terms are synonymous. The “self-leveling” sealant term is descriptive for “pourable sealant”
Paintability
Where sealant joints are to be painted, silicone sealants are not typically recommended as the only type of commonly used paints or coatings that will develop adhesion to them are also composed of silicone based chemical structures.
Two-cloth cleaning method
The two-cloth cleaning method is completed by first wiping the substrate with a clean, white, lint-free cloth that is dampened with an approved cleaning solvent, such as isopropyl alcohol. The cleaning cloth should never be introduced or inserted directly into the solvent vessel or its contents to prevent contamination. Immediately follow the solvent-wipe, before the cleaning solvent has flashed off the substrate surface, with wipe of a second cloth that is dry, clean, white, and lint-free to remove loosened dirt or oil. It is recommended to clean non-porous substrates using this cleaning method immediately before applying a silicone sealant, and the substrate must be cleaned again if two or more hours have elapsed between the time that the substrate was cleaned, and the sealant is applied.
Masonry
Concrete and masonry surfaces must be fully cured, stable, clean, dry, and free of contaminants. If film-forming curing aids or form release agents are present on a concrete substrate, they must be completely removed. If non-film-forming curing or form release agents have been used, adhesion testing must be employed to determine if they would be deleterious to adhesion.
Glass, porcelain, tile, etc.
These surfaces must be clean, dry, and free of any contaminants. Clean the substrate using the two-cloth cleaning method described above. Preventing oily fingerprints from being introduced onto these substrates is an important precaution to maintain cleanliness and create an ideal surface for the sealant to develop adhesion to. Recommendation on the use of primer is determined via project-specific testing. Specifics on priming substrates of this type can be found in section 5 of this document, “Priming.” These substrates are non porous in nature; therefore, Tremco Silicone Metal Primer is to be used if a primer is required for the sealant to develop adequate adhesion.
Complete your Tremco system:
| Weight | 2 lbs |
|---|---|
| Dimensions | 2 × 2 × 14 in |
| Color | Adobe Tan, Aluminum Stone, Anodized Aluminum, Black, Bronze, Buff, Charcoal, Dark Bronze, Dusty Rose, Ivory, Gray, Light Bronze, Limestone, Off White, Precast, Rustic Brick, Sandstone, White |
Related products


Concrete




All Products